PE 管材連接包括熱熔焊(hàn)接和電熔焊接兩種方式熱熔焊接是通過加熱板將需要焊接 PE 管材(cái)的兩端加熱,加(jiā)熱到規定熔融溫度,然後在規(guī)定的壓力下進行冷卻,最終達到熔接在一起的目的(de)。
1熱熔焊機
熱(rè)熔焊機是用來進行對高密度聚乙烯(xī)(HDPE)進行加熱焊接的專(zhuān)用設備,焊機的質量(liàng)直接影(yǐng)響焊接質量(liàng), 它(tā)的(de)性能要符合ISO12176-1標準要求。其主要(yào)由泵站、機架、夾具、加熱板、銑刀等部分組成。
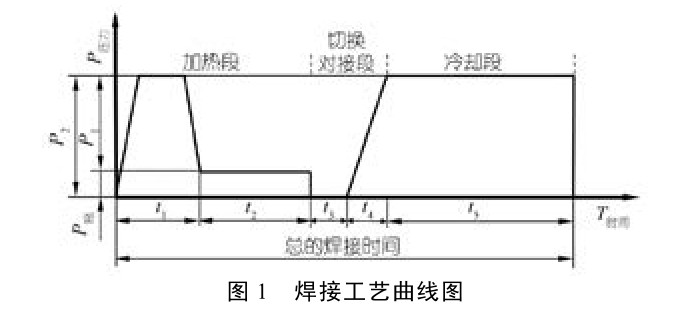
熱熔(róng)對接焊焊接的過程分三個階段 :加熱段、切換對接段(duàn)和冷卻段 ;也就是說在對接焊(hàn)具備焊(hàn)接條件的情況下,每一個焊口都要經過這三個階(jiē)段的循(xún)環。熱熔堆焊的工藝參數有三(sān)個 :壓力、溫度、時間 ;在(zài)工藝溫度(dù)下焊接壓力和焊接(jiē)時間的關係 , 見圖 1。
1.1 溫度
焊接溫度一般(bān)為 200~235℃,標準狀況(kuàng)下的焊接工藝參數 PE80 材料焊接溫(wēn)度為 210±10℃ ;PE100 材料為 225±10℃。
圖中 :
P 1 ——焊接規定(dìng) ;
P 2 ——總(zǒng)的焊接(jiē)壓(yā)力,P 2 =P 1 +P 拖 ,MPa ;
P 拖 ——拖動壓力,MPa ;
t 1 ——卷邊達到規(guī)定高度(dù)的時間(jiān),卷邊高度mm ;
t 2 ——對接焊需要的(de)吸熱時間,s ;
t 3 ——撤(chè)去加熱板的時間,s ;
t 4 ——壓力升到P2所需要的時間,s ;
t 5 ——冷卻時間,min。
1.2 壓力
需焊接的焊(hàn)接麵的標準壓力或力值(zhí) P 0 =0.15 N/mm 2 。
1.3管材 / 管件所需的(de)對接力公式為 F1 =P0 . A式中 :
F 1 ——管材(cái) / 管件所需的對接力,N ;
P 0 ——作用(yòng)於管材(cái)上單位麵積的力,0.15 N/mm 2 ;
A——管(guǎn)材 / 管件截麵積(jī),mm 2 。
焊機的液壓係統給出(chū)的力 :F2 =P1.S式中 :
F2 ——焊機需要輸出的對(duì)接力,N ;
P1 ——焊機(jī)液壓係統壓(yā)力,MPa ;
S——焊機液壓缸活塞的有效麵積,mm 2 。
∵ F1=F2
∴ P1=P0.A/S
拖動拉力P拖:是焊機夾具克服各種阻力(摩擦力和拖動力)需要的拉力,它是一個變數(shù),根據焊接環境、夾持管材長度、重量不同而調整。焊接總的壓力P2 :P2 =P1+P拖
吸熱時間(s)t2 ;管材/管件壁(bì)厚(mm)×10(s),根據材料、壁厚確定。根據(jù)氣溫等環境(jìng)變化時而(ér)適當(dāng)調整。
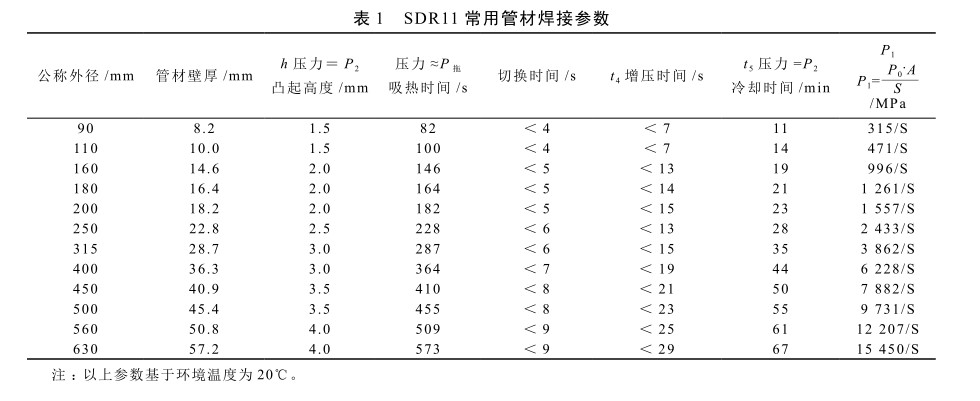
1.4 熱熔(róng)對接焊的標準工藝(yì)參數熱(rè)熔(róng)對接焊的標準工藝參數(shù)表 1。
2操作步驟
2.1準備工作
(1)檢查液壓(yā)係統 ;
(2)檢查電源電壓(yā)、電路,確認電源符合焊機要求 ;
(3)檢查清潔加熱板,加熱板(bǎn)四(sì)氟乙烯塗層完好(hǎo),不得存(cún)在破損現象 ;
(4)接通電(diàn)源,檢查加熱板、液壓係統、銑刀(dāo)等完好,空載試機 ;
(5)將加熱板加熱到規定溫度後,保持 10 min以上,確保熱板溫度有效區域溫度均勻穩定 ;
(6)準備(bèi)焊接相關的輔助工具,如扳手等 ;
(7)安裝相應規格的卡瓦,鏈接牢固無鬆動。
2.2 安(ān)裝焊接管材
(1)按工藝要求設定焊接工藝參數 ;
(2)安裝(zhuāng)焊接管材,安裝時注意調整同心(xīn)度,加(jiā)裝管材支撐導輪,減少拖動摩擦力 ;用卡瓦校正管(guǎn)材橢(tuǒ)圓度 ;
(3)將管材焊接端頭內外表麵(miàn)清潔,至少 20 mm。
2.3 銑削焊接管材端麵
(1)調整好管材端頭錯口符合要求後,放上銑(xǐ)刀,鎖(suǒ)上安全鎖,防止銑削時銑刀晃動 ;
(2)啟動銑刀,轉(zhuǎn)動正常(cháng)後,啟動液壓係統逐步加壓到規(guī)定(dìng)壓力開始銑削管端,當銑削兩端都形成(chéng)連續的長屑,且寬度(dù)等於(yú)壁(bì)厚後,逐步降壓,打開機(jī)架,關閉銑刀,撤去(qù)銑刀 ;
(3)將銑削下來料屑清理幹淨。
2.4 檢測拖動壓力
(1)均勻緩慢加壓閉合機架,觀察液壓壓力表,機架開始運動時(shí)壓力值為拖動壓力(P 拖 ),注意 :每次焊接都必須測量拖動(dòng)壓力(P 拖 );
(2)檢查焊接端麵,檢查焊接麵的錯(cuò)邊量,錯邊量 < 壁厚 10% ;
(3)加壓到焊接壓力,檢查(chá)管材安裝是否夾緊 ;如果未夾緊重新夾緊 ;
(4)檢查沒問題後,打開機架。
2.5 焊接管材(cái)端麵(miàn)加熱(rè)
(1)放上(shàng)加熱板,閉合機架,開始加熱,調整壓力至焊接總(zǒng)壓力 (P 2 )= 拖(tuō)動壓力 (P 拖 )+ 焊接壓力(P 1 );
(2)當加熱板兩側卷邊高度達到規定值時(shí),迅速降壓至拖動壓力(P 拖 )開始吸熱並計時,吸熱時間必須要達到規定時間。
2.6 熱熔焊接
(1)吸熱(rè)時間到後,打開機架,立即撤去加熱板後,立即閉合機架,在規定的時間內(nèi),將壓力勻速升至焊接壓力 ;
(2)開始冷卻,冷卻計時。
2.7 拆卸卡瓦(wǎ),焊接結(jié)束
冷卻時間到後(hòu),降壓至 0,鬆開卡瓦,取出焊接完的(de)管材,打開機(jī)架,焊接結(jié)束,進行(háng)下一個焊口焊接。
3電熔焊接
電(diàn)熔焊接焊接原理 :通過專用電熔(róng)焊機將預埋在電熔管(guǎn)件(jiàn)內(nèi)表麵的電阻絲(sī)通電後發熱(rè),使電熔管件內表麵和承插(chā)管材的外表麵達(dá)到熔化溫度,熔化融合,冷卻後成為一體,達(dá)到焊接目的
電熔焊(hàn)機有半自動和(hé)全自動焊機,全自動電熔焊機焊接時,焊接參數是由焊機讀碼器直接掃描(miáo)電(diàn)熔管件上的條碼,將所有的焊接參數自動輸入焊機,然後進行焊接。
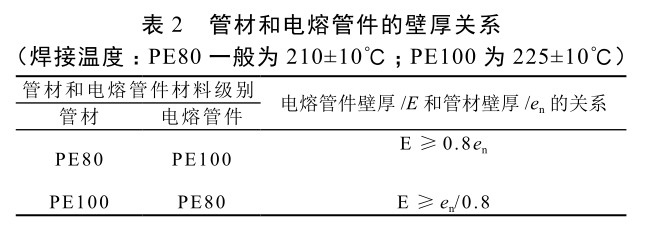
電熔焊(hàn)適用於不同材料(liào)等級和不同 SDR 係列管材的連接,但是應當注(zhù)意電熔管件材料的(de)分級(最小環向應力“MRS”)和壁厚,當使用的電(diàn)熔管件用於連接的管材(cái)不(bú)是由相同“MRS”分級的聚乙烯(PE)材(cái)料製造時,管材和電熔管件(jiàn)壁厚之間關係(xì)應當符合表 2。
4操(cāo)作步驟
4.1 焊接準(zhǔn)備工(gōng)作
(1)檢查電源電壓,確認電熔焊機連接電壓在焊機要求的範圍之內。
(2)電源線滿足焊機(jī)輸(shū)出功率的要(yào)求(qiú)。
(3)焊機接(jiē)地良(liáng)好。
4.2 電熔焊(hàn)接(jiē)
(1)打開電容焊機,焊機正常,無報警。
(2)準備焊接管材,管端麵平整,垂直軸線。
(3)量取電熔(róng)管件承插長度,在承(chéng)插焊接管(guǎn)材上劃(huá)線,標(biāo)示清楚。
(4)用專用刮(guā)刀刮去管材表麵氧化皮 :將劃線內需焊接的管材表麵刮去 0.1~0.2 mm 厚度(dù),保(bǎo)持清潔(jié)幹燥。
(5)承插(chā)安裝 ;將電熔管件套在需焊接的管材上,承插至劃線標記處。
(6)安裝固定 ;用專用的電熔(róng)卡具進(jìn)行安裝固定,必要時複圓(yuán),確保管(guǎn)材圓(yuán)度和焊接同軸度。
(7)接通電源。
(8)調整(zhěng)電熔焊機,調至“自動”焊接模式
(9)用掃描器讀取條碼,讀取焊接參數到電熔焊(hàn)機(jī)。
(10)起動焊機自動焊接,同時(shí)自(zì)動計時儲存有關焊接參數。
(11)焊接結束 ;根據焊機提示,關掉(diào)電源 ;進行下一個焊口(kǒu)。
5總結
PE 管(guǎn)材焊接方式主要包括熱熔對接焊和電熔(róng)焊接,兩種方式的焊接設備(bèi)不同,焊接工藝也完全不同,熱熔對接焊主要焊接參數包括焊接壓(yā)力和時間,電(diàn)熔焊接(jiē)主要注(zhù)意焊接電(diàn)流和焊接時間,不同情況下采用不同的焊接(jiē)方式,各有利弊,隻要嚴格按照要求操作,都能保(bǎo)證焊接質量。














風采】金鄉這位企業家(jiā)用(yòng)創新創造演繹出彩人生")
包裝製品產業園項目,舉行開工儀式")
頭卷邊(biān)不對稱問題的探討")


製")
熱(rè)熔焊接工藝參數的(de)實驗")
