銷售熱線: 0537-8774888


接、熱(rè)熔鞍(ān)型連接。熱熔承插(chā)工藝適用(yòng)於小口徑 pe 管(20-110mm),熱熔對接工藝適用於 63mm 以上大口徑(jìng)管,熱熔鞍型連接適用於 dn63-dn315mm,是引接小口徑分支管的方式之一。城鎮市政工程一般是(shì)大口徑管道,熱熔對接工藝利用管道本身材料連接(jiē),牢固可(kě)靠,價格便宜,可以(yǐ)用於非開挖施工;缺(quē)點是會(huì)產生內外翻邊,內翻邊不易切除。

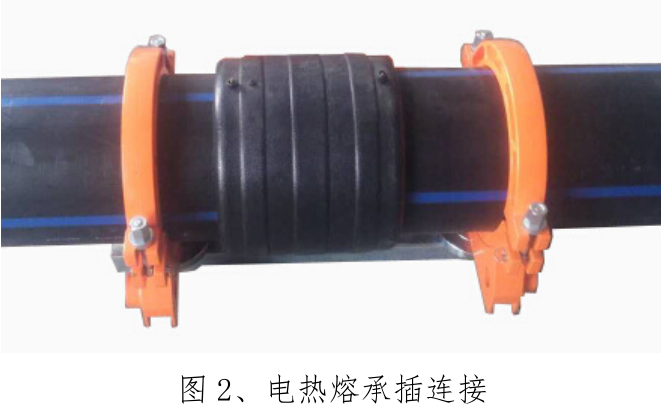
2) 電熔連接
電(diàn)熔連接(jiē)是(shì)用內埋電阻絲的專用電(diàn)熔管件(jiàn)與管材或管件的連接部位緊密接觸(chù)通電,通過(guò)內埋的電阻(zǔ)絲加熱連接部位,使其熔融連為一體,直至接頭(tóu)冷卻。電熔連接可用於與不同類型和不(bú)同(tóng)熔體流動速率的聚乙烯管材或插(chā)口管件連接。電熔連接分為電熔(róng)承插連接和電熔鞍型連接,電熔承插連接可以用於管節之間的連接,電熔鞍形連接用於分支管的引入連接。該種連接方式需要專用套件,價格較貴,且易(yì)造成(chéng)虛(xū)焊出現滲漏水事故,一(yī)般在不能采用熱熔連接時(shí)才采用;其優點是連接部位內(nèi)壁平滑,無翻邊,也可以用於拉管。
 3) 機(jī)械連接
3) 機(jī)械連接
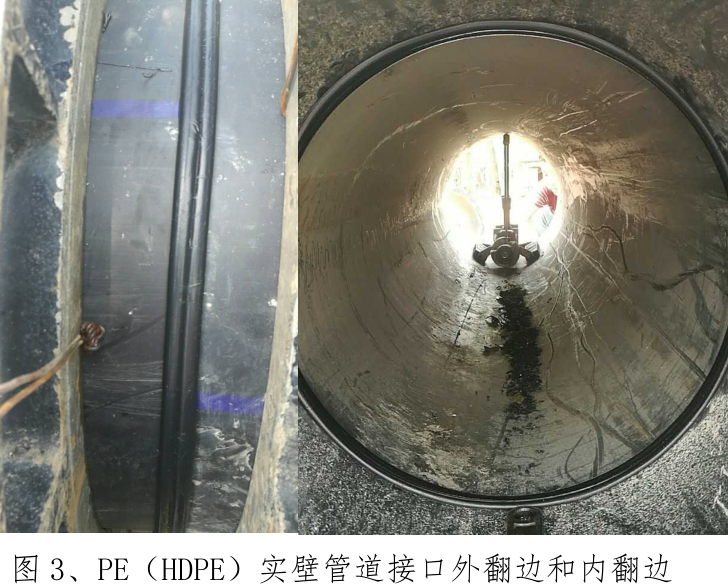
翻邊是在管道擠壓焊接過程(chéng)中形成,左右對稱凸起,呈ω狀。由於焊接管道時外側有卡箍固定而內側無支撐,內翻邊會略大於外翻邊,會有縮徑影響。按內翻邊厚度(dù) 1.5~2cm 計算,內徑將縮小 30~40mm。在給水工程上會(huì)影響管道的過流能力,產生水垢沉積,引起微生物在管道內的滋生;在排水工程上會產生淤積、減小過流(liú)斷麵、影(yǐng)響管道清通,且在 CCTV檢測(cè)時,該種接口內翻(fān)邊(biān)也被認定為 II 級缺陷。
4、內翻邊處理辦(bàn)法
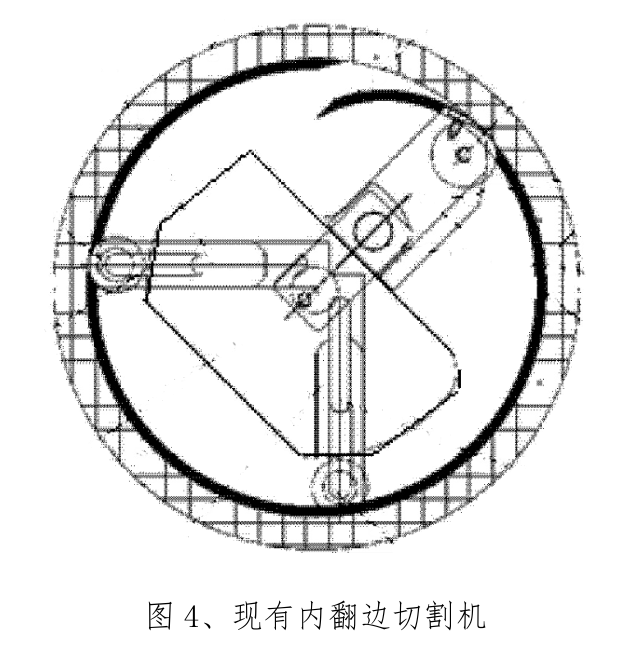
在以往的材料宣傳、標準規範和工程設計施(shī)工(gōng)中都忽視(shì)了內翻邊的存在。目前能夠查到的隻有(yǒu)一個內翻邊切除(chú)技術,是某塑料製品公司擁有內翻邊切除(chú)專(zhuān)利。它是采用帶有一個刀頭和兩個支撐臂的旋轉切割(gē)機,先折疊刀頭,通過長杆或(huò)加長杆將切割機推進到管道焊接(jiē)處,然後旋轉長杆打開刀頭,繼續旋轉帶動刀頭及支撐(chēng)臂(bì)整體轉動(dòng),切割內翻邊。刀頭打開後與兩個支撐臂形成3點支撐,刀頭有限位輪,避免切割到(dào)管體(tǐ)。使用(yòng)時,待焊接完成,采用加長杆推送到管道內部焊接(jiē)處,打開刀頭卡住翻邊,然後在管道外邊旋轉長杆端頭,帶動切割機旋轉切割內翻邊。見圖(tú)3.
由於(yú)管(guǎn)節長度一般(bān)為6m以上,焊接後(hòu)2min左右就冷卻(què)了,冷卻後翻邊很硬,人工用長(zhǎng)杆旋轉帶動切除管道內(nèi)翻邊很難實現,該技術在實際工程中(zhōng)未見應(yīng)用。由於缺少方便可靠的內翻邊切除技術,在以往的工程中(zhōng)基(jī)本都未切除(chú)內(nèi)翻邊。
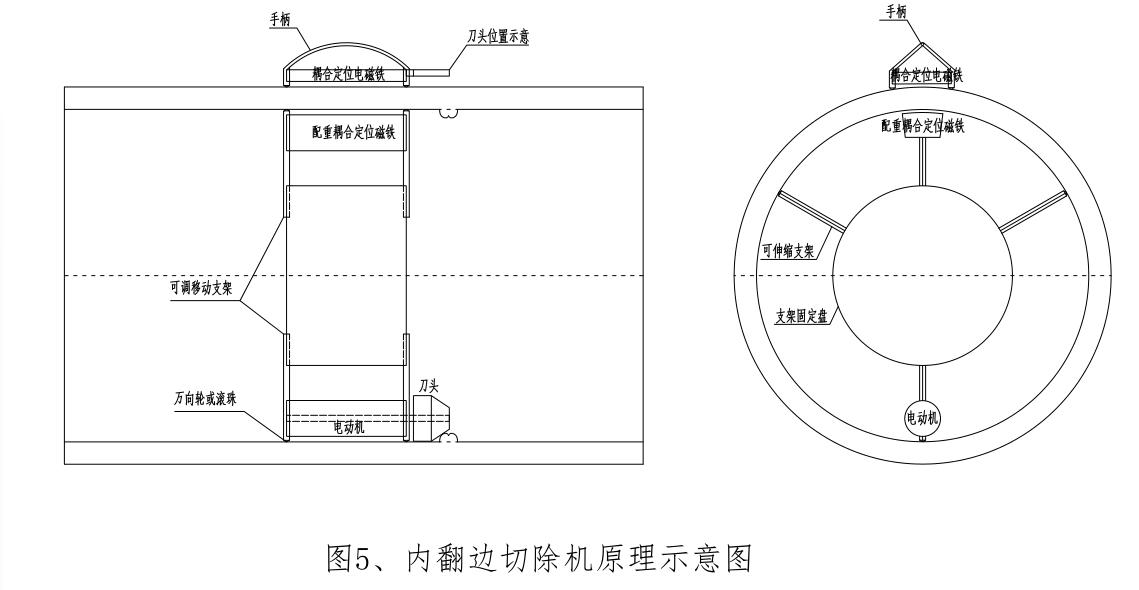
針(zhēn)對現有技術存(cún)在的問題和當(dāng)前PE管(guǎn)電熱熔焊接內(nèi)翻邊切除亟需解決的難(nán)點,我們構想了一種PE管道熱熔對接內翻邊切除工具,原理示意見圖5。
該內翻邊切除機由管內移動切割設備及(jí)管外操控手柄組成(chéng),兩者通過磁力耦合(hé)定位連接。管內移動切割設備由支架、切割器及(jí)磁鐵底座組成;支架可調節(jiē)適應不同管徑管道,支架與(yǔ)管內壁接觸部位安裝萬向輪或滾珠,可(kě)在管內前後移動或旋轉;切割器由電動機及刀頭組成,刀頭前錐後圓,便於(yú)切入後切割打磨(mó);刀頭刀片有(yǒu)一定傾斜,使切割碎屑落入另外一側;切割器與配重磁鐵吸座對置安裝(zhuāng)於支架上,配重磁鐵與切割器重量相(xiàng)當,便(biàn)於管內移(yí)動切割設備旋轉移動;管外(wài)操控手柄主要由手柄基座、遙控發射器、耦合定位電磁鐵(tiě)、刀(dāo)頭位置示意棒組成,遙控發射器用於遙控管內電機開關,耦合(hé)定位電磁鐵在開關閉合後,通電產生強磁性,與管內磁性底座對應(yīng)吸附;刀頭位置示意棒便於形象理解刀頭在管內的位(wèi)置。
該種新型(xíng)內翻邊(biān)切(qiē)除(chú)機具有如下優點:
1) 操(cāo)控方便,強磁(cí)耦合定位連接,可以在外部控(kòng)製切割機移動切割;
2) 切割快速省力,電(diàn)動切割,外部手動操縱移位,切(qiē)割快速;
3) 在管道焊接(jiē)完成後,可以隨時移動切割;
4) 可以在手柄遙控控製電機啟(qǐ)停;
5) 切割機可以在管道內自(zì)由移動(dòng)。
5、應用及建議
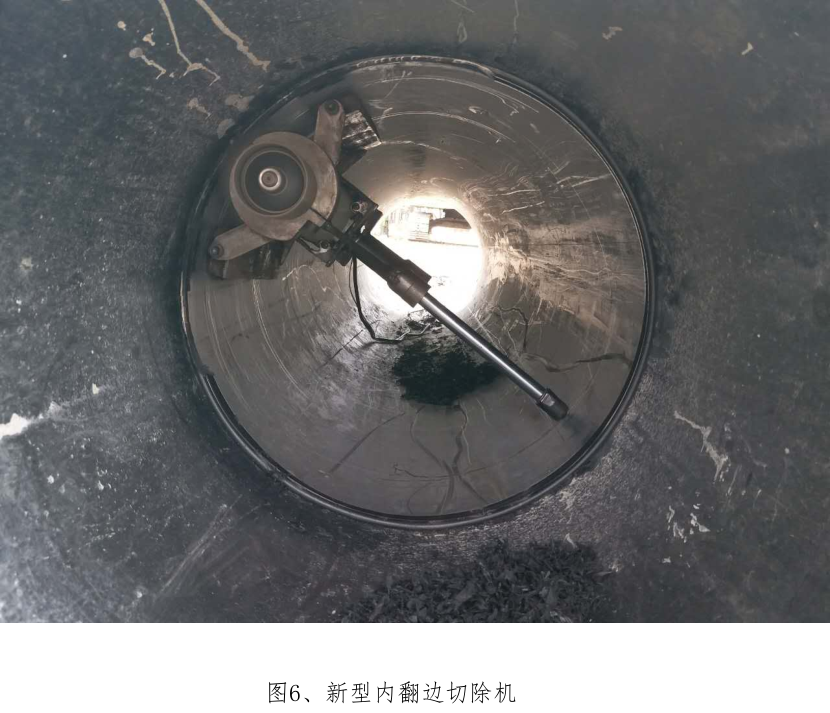
按照上述原理製作的原(yuán)型機切除一個D630管道內翻(fān)邊需時約5min,翻邊殘餘不足1mm,原型切除機工作時照(zhào)片見圖6。
原型(xíng)機在中山市沙朗片區汙水(shuǐ)管工程中(zhōng)進行了應用,實施工序如下:
1) 待焊接管道上架;
2) 將切除機從待焊口置於管道內(nèi)部(bù),線纜拖至下個焊口;
3) 焊接完成後,用手柄移動切除機至接口處;
4) 啟動切除機,繞管周移動手柄,帶動切(qiē)除機切除內翻邊;
5) 完成後用線纜拉出切除機;
6) 下個焊口重複上述流程。
至於翻邊切除後是否對管道(dào)接口強度產生影響,理論上(shàng)來(lái)說,在管材質量材料達標的前提下,聚(jù)乙烯材料的的(de)溫(wēn)度在180到210就是正常塑化,熱熔焊接就是利用加溫塑化結(jié)合的模式使兩管材熱(rè)熔平麵塑化結合,壓(yā)力擠出來的翻邊對兩平麵結合處(chù)不構成影響,在此實(shí)際拉管工程中切除管道內翻邊未觀察到任何不良影響。
PE(HDPE)管道熱熔對接時產生(shēng)的內翻邊會影響給水管道的過流能力,引起微生物滋(zī)生;減小排水管過流斷麵(miàn),產生淤積,影響管(guǎn)道清(qīng)通。新型的內翻邊切除(chú)機(jī)可以(yǐ)在焊接時快(kuài)速高(gāo)效地切除內翻邊,在此情況下,建議建設、設(shè)計人員應重視內翻邊問題,在設(shè)計階段提(tí)出(chū)內翻(fān)邊(biān)的切除要求。
版權所有: 山東輝(huī)瑞管業有(yǒu)限(xiàn)公司 備案號:魯ICP備17012238號 技術支持:邦達(dá)傳媒












這位企業家用創新創造演繹出彩人生")
投資物流包裝製品產業園項目,舉行(háng)開工儀式")

材的選用(yòng)方式分析")
糖心vlog管(guǎn)業pe給水(shuǐ)管")
控製")
參(cān)數的(de)實驗")
管道行業未來五年發展的(de)目(mù)標")