銷售熱線: 0537-8774888

1 PE材料性能及優缺點
① 性能
a. 聚乙烯是一種高結晶度的聚(jù)合物,隨(suí)溫度的變化可分為3種狀態:結晶(jīng)態(堅(jiān)硬固(gù)體)、高彈態(橡皮(pí)狀彈性體)、粘流態(粘流(liú)體(tǐ))。
b. 標準尺寸比(SDR):指公稱外徑與公稱壁厚的比值,有SDR11、SDR17.6兩種(zhǒng)係列。
c. 最小要求強度pMRS:PE80(中密度)的pMRS為8.0MPa,PE100(高密度)的(de)pMRS為10.0MPa。
d.最大工作壓力pMRS≤0.7MPa,工(gōng)作溫度範圍為-20~40℃。
天然氣的pMRS值見表1。
② 優缺點(diǎn)
PE管用(yòng)於燃氣管道有以下優點:重量輕;具有良好的耐腐蝕性能(不需要(yào)防(fáng)腐);具有良好的柔韌性,施工中可(kě)隨地形彎曲敷設,有一定的抗震(zhèn)、抗沉降能力;具有良好的焊(hàn)接性能,連接方便快捷;可利用斷(duàn)氣工具夾扁停氣,縮小停(tíng)氣範圍,便於快速搶修;使用壽(shòu)命長,至少可以使用50年。但也具有以下局(jú)限性:由於(yú)怕紫外線(xiàn)照射、油汙腐蝕、磕碰等原因,PE管存放期一般比較短;材料強度(dù)遠低於(yú)鋼管,容易(yì)受外力破壞;隻能在埋地或遮擋紫外線的情況下使用,嚴禁用於地上(shàng)明裝(zhuāng)敷設;性能指標受溫度影響較為明顯。
2 質量管(guǎn)理
2.1 相關標準規範
PE燃氣管道應符合現行的國家標準:GB 50028—2006{城鎮燃氣設(shè)計規範》、CJJ 33—2005《城鎮燃氣輸配工程施工及驗收規範(fàn)》、CJJ 63—2008《聚乙(yǐ)烯燃氣管道工程技術規程》、GB 15558.1—2003《燃氣用埋(mái)地聚乙烯(PE)管道係(xì)統 第1部分:管材》、GB 15558.2—2005《燃氣用埋地聚乙烯(PE)管道係統 第2部分:管件》的規(guī)定。
2.2 材(cái)料的儲運、使用(yòng)
儲運過程中應避免材料劃傷,不得(dé)拋摔、沿地拖拽(zhuài);室內存放時應存放在通風良好、溫度低於(yú)40℃的倉庫內,室(shì)外臨時堆(duī)放時,必(bì)須(xū)有遮蓋物,避免日曬雨淋;應放置於平整(zhěng)場地上,堆放高度不能(néng)超過規範要求(qiú),以免造成管材不圓度超標;遠(yuǎn)離熱源,避免受到油品和化學品汙染;從生產到使用的存放期,管材不宜超過1年,管件不宜超過(guò)2年。
使用前應核對規格、標準尺(chǐ)寸比(SDR11、SDR17.6)、材質等級(PE80、PE100);檢查材料表麵是否有磕、碰、劃傷(shāng),劃傷深度不應超過管材(cái)壁厚(hòu)的10%,否則(zé)應予切(qiē)除;檢查(chá)存放時間,若超期,應重新(xīn)抽樣進行性(xìng)能檢驗,合格後方可使用。
2.3 操(cāo)作人員的要(yào)求
PE管(guǎn)焊接人員應經過專業技術培(péi)訓後方(fāng)可上崗(gǎng)。操作人員應提高質(zhì)量意識和安全責任(rèn)意識,熟練掌握施(shī)工工藝規程,提高作業能力;要精心地(dì)使用、維護、檢查施工機(jī)具;對(duì)操(cāo)作過程應詳細記錄,發現問題應及時糾正。
發(fā)揮工程監理的作用(yòng),監理人員應認真核對操作人員的資格證件及材料的生產合格證,及時發現和糾正施工人員的錯誤操作,對於不合格或違反規範(fàn)的操作應及時要求整改、返工。
2.4 焊接設備的使用
熱熔焊機主要由機(jī)架、銑刀、加熱板、液壓控製箱等部分組成,種類分為手動型、半自動型、全自動型。半自動型和全自動(dòng)型的主要區別是全自動型的焊接(jiē)參(cān)數可(kě)全部儲存在芯片上,切(qiē)換操作自動控製,並自動監控記錄焊(hàn)接的全過程。
現有手動型熱熔焊機已無法嚴格完成要求的焊(hàn)接過程,無法嚴格滿足(zú)焊(hàn)接的工藝參數要求,不具備操作的(de)可重複性。
焊機的工(gōng)作狀況直接影響焊接的質量。由於現(xiàn)有(yǒu)焊機(jī)缺乏定期檢測、維護,導致的故障(zhàng)有:加(jiā)熱板溫度分布不均勻,設定溫度與實(shí)際溫度不符;加熱板表麵材料(liào)(特氟隆或聚四氟乙烯)存在劃傷現象,對焊件端麵造成汙染;部件可靠性差,壓力控製不精確等。
建(jiàn)議(yì)采用符合相關(guān)標準要求的全自動型(xíng)熱熔焊機,其特點是可以進行過程(chéng)監控、記錄(lù)。每一道工序及焊接參數都需要確認,以便決定是否繼(jì)續焊接;若發現(xiàn)工序(xù)及焊接參數出現偏離,焊接會自動終止;所有(yǒu)焊接參數都(dōu)全程記錄,便於追溯。由(yóu)於可以固化經過驗證的施工工藝參數,並能根據環境溫度等自然環境(jìng)條件自動進行調整,各種(zhǒng)工藝參數記錄可以存儲、輸出,減少了人為因素對焊口的影響,實現了焊接過程的可重(chóng)複性、可追溯性,大大減輕了質量檢查的工(gōng)作量[1]。
電熔焊機分為半自動型(xíng)和全自動型。半自動型已基本淘汰,全自動電(diàn)熔焊機無(wú)須手動(dòng)輸入焊(hàn)接參數(shù),由讀碼器(qì)直接掃描電熔管件上的條形碼。不同廠家生產的焊機有不同的參數,條形碼能消除參(cān)數的誤差,將所有的焊接參(cān)數自動輸入焊機,對電熔管件進行加熱(rè)焊接。
2.5 連接方式及焊接環(huán)境
熱熔(róng)對接連(lián)接是(shì)PE燃氣管道施工(gōng)中主要采用的(de)連(lián)接方法之一,使用的設備是(shì)熱熔對接焊機。通過加熱板同時加熱需要焊接管材、管件的兩個端麵,使其達到熔化溫度(dù),撤(chè)去加熱板,隨即迅速貼合(hé),通過焊接機具在一(yī)定的壓力下冷卻,冷(lěng)卻後達到熔接(jiē)目的。
電熔承插連接也是PE燃(rán)氣管道施工中主要的連接方(fāng)法之一,使用的設備是電熔焊機。通過(guò)電熔焊機對預埋在電熔管件(jiàn)內表麵(miàn)的電阻絲通(tōng)電後發熱,使電熔管件內表麵和承插管材的外表麵達到合理的熔化溫度,升溫膨(péng)脹產生焊接壓(yā)力,冷卻(què)後熔為一體,達到(dào)焊接目(mù)的。
熱熔連接不需要額外管件,但對管徑、管材有一定的要求,要(yào)求管道外徑≥90mm或壁厚>6mm,且不同材料級別、不同壁厚、熔(róng)體質量流動速率差大於規定值的管(guǎn)材、管件禁(jìn)止使用熱(rè)熔(róng)對接。熱熔焊接(jiē)缺點是對接比較困難(nán),對操作(zuò)人員的技術水平要求很高,且熱熔(róng)焊機體積大,重量大,搬運困難,在管溝內進行熱熔連接,管溝需加寬加大。
電熔連接方法對管徑、管材沒有嚴格要求,可連接不同材料級(jí)別及不同壁厚的管材、管件。但需要額外管件(jiàn),因而增加管道造價,大口徑的電熔管件造價相當高。電熔焊機一般為全自動型,操作人員出錯的概率相對減小(xiǎo),焊接質(zhì)量有很好的保證。電熔焊機體積較小,易於搬運,可在管溝溝槽內進行焊接,無須對溝槽(cáo)特殊處理,施工方便。
管道(dào)熱熔或(huò)電熔連接的環境溫度應在-5~+45℃範圍內(nèi),風力(lì)應小(xiǎo)於5級。因此在(zài)寒冷的冬季,應采取保溫、防風措施,並應調整連(lián)接工藝;炎(yán)熱的夏季進行操作時,應采取遮陽措(cuò)施。
管材、管件存放處與現場溫差較大時,連(lián)接前應將管材、管件在施工現場放置(zhì)一定時間,使(shǐ)其溫(wēn)度接近施工現場(chǎng)溫度。
2.6 焊接工藝
在熱熔(róng)焊接工藝參數中,與焊接直接有關的參數有焊接溫度、時間和壓力。在焊接溫度確定的(de)情況(kuàng)下壓力和時間的關(guān)係見圖1。
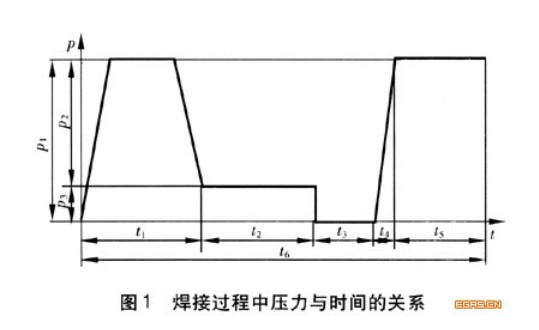
圖中p1——總的焊接壓力(表壓),MPa
p2——焊(hàn)接規定(dìng)的(de)壓(yā)力(表壓(yā)),MPa
p3——拖動壓力(表(biǎo)壓),MPa
t1——卷邊達到規定高(gāo)度的時間,s
t2——焊接所(suǒ)需要的吸熱時間。s
t3——切換所規定的時間,s
t4——調(diào)整壓力到p1所規定的時間,s
t5——冷卻時間,min
t6——總的焊接時間,min
對接焊接要獲得質量(liàng)合格的焊口,必須滿足(zú)的基本條(tiáo)件是:①焊接界麵必須清潔、幹燥;②合理的加(jiā)熱(rè)溫度和加熱時間;③合適的(de)外(wài)力,加劇(jù)分子變形(xíng)。在
加熱(rè)過程中(zhōng),施加水平(píng)徑向拖力能平整管材端麵上的不平整度,但若壓力(lì)過大,會導(dǎo)致熔(róng)料流(liú)向焊端的邊緣,改變焊接接頭的形狀,嚴重影響焊接質量。在熔接過程中(zhōng),施(shī)加(jiā)水平(píng)徑向外力是為了排除氣孔和氣體夾雜物,消除受熱氧化破壞的材料,補(bǔ)償材料收(shōu)縮。冷卻過程是在保持一定外力(lì)的情況下,長時(shí)間內以緩慢速度進行焊縫材料的收縮、翻邊結(jié)構(gòu)的形(xíng)成過程。
2.7 焊接質量檢驗及注意事項
連接完成後,應對(duì)接(jiē)頭(tóu)進行100%的(de)翻邊對稱性、接頭對(duì)正性檢驗和(hé)不少於10%的翻邊切除檢驗。翻(fān)邊對稱(chēng)性檢驗和接頭對正性檢驗(yàn)是外觀檢(jiǎn)查(chá)的最基本方法,也是比較簡便和實用的(de)方(fāng)法。翻邊切除檢驗操作相對(duì)複雜,需要專業工具和熟練的操作人員。
翻邊切除檢驗應符合下列要求:
① 翻邊應是實心圓滑的,根部較寬。
② 翻邊下側不應有雜質、小孔、扭曲和損壞。
③ 每(měi)隔50mm進行180°的背彎試驗,不應有開裂、裂縫,接縫處不得露出熔合線。
當(dāng)抽樣檢驗的焊縫全部合格時,則此次抽樣所代表的該批(pī)焊縫應認為全部合格;否則應按下列規定加(jiā)倍抽樣檢驗:①除不合格(gé)焊縫(féng)需切(qiē)除重焊外(不能進行修補(bǔ)),每出現一道不合格焊縫,則(zé)應加倍(bèi)抽檢該焊工所焊的同一批焊縫,按本規程進行檢驗。②如第二次(cì)抽檢(jiǎn)仍出現不合格焊(hàn)縫,則應對該焊工所焊的同批全部焊縫進行檢驗。
2.8 非開挖施工方法在施工中(zhōng)的應用
非開挖施(shī)工方法近年來在市(shì)政工程中(zhōng)得到了越來越多的應用,但因其屬隱蔽工程,施工過程中常常發生損壞(huài)其他地下(xià)設施的事故。明確(què)提出非開挖施工的合格標準為:
樁號偏差≤1m,管位偏差≤0.5m,高程偏差≤0.2m;頂管過(guò)程中不應對(duì)地下管線及構築物造成破壞;拖管過程中管腔不應進泥漿;管體不(bú)得產生嚴重變(biàn)形,管體劃傷深度不得超過(guò)壁厚的10%;鋼管拖管過(guò)程中不(bú)應對防腐層造成破壞;PE管示蹤線不應斷裂。
要求非開挖施工的施工(gōng)組織設計中必須有“圖紙會審”部(bù)分(fèn),應包含以下內容:
① 管(guǎn)道起止點位置、管位、最大管道深度(dù)、管材、長(zhǎng)度。
② 地下障礙物的名稱、位置、深度。
③ 設計鑽進曲線,包括(kuò)最深鑽點(diǎn)的(de)位置、深度,起始點的深度,終止點的深度,並應符合(hé)曲率半徑的要(yào)求(鋼管的曲率半徑≥1500倍外徑,PE管的曲率半徑≥25倍外徑(jìng))。
隨著這些要求的實施(shī),近年來類似事故已(yǐ)逐步減少,接近於零。
山東糖心vlog管業(yè)有限公司
電(diàn)話:0537-8774888 0537-8774999
地址:山東(dōng)省金鄉經濟開發區崇文大道
版權所有: 山東糖心vlog管(guǎn)業有限公司 備案號(hào):魯ICP備17012238號 技術支持:邦(bāng)達傳媒













")
流包裝製品產業園項(xiàng)目,舉行開工儀式")
卷邊不對稱(chēng)問題的(de)探討")
管材的選(xuǎn)用方式分析")
東糖心vlog管業pe給水管(guǎn)")
施工質量控製")

業未來五(wǔ)年發展的目標")