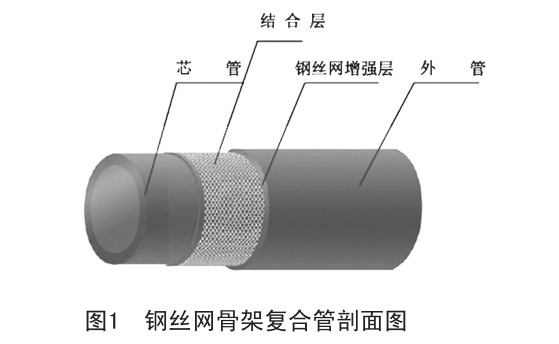
Steel wire mesh and plastic (PE) compositepipe 鋼絲網骨架塑料(聚乙烯)複(fù)合管,簡稱PSP管,是用高強度過塑鋼絲網骨架和熱塑性塑料聚乙烯(xī)為(wéi)原材料,鋼(gāng)絲纏繞網作為(wéi)聚乙烯塑料管的骨架增強體,以高(gāo)密度聚乙烯(xī)(HDPE)為基體,采用高性能的HDPE改性粘結樹脂將鋼絲骨(gǔ)架與內(nèi)、外層高(gāo)密度(dù)聚乙烯緊密地連接在一起(qǐ),使之具有優良的複合效果(其結構見圖1)。這種新型管材的發(fā)明及使用已超過10年(nián)的曆史(shǐ),在中國及國際眾多工程(chéng)中獲得廣泛應用。隨著(zhe)人們環保意識的(de)提高以及對健康的關注(zhù),鋼(gāng)絲網骨架塑(sù)料複合管近年來已在許多安裝工程中得到應用,本(běn)人結合(hé)管道安裝的施工經驗(yàn)和質量監督檢查經曆,淺談鋼絲網(wǎng)骨架塑料複(fù)合管安裝。
1 新型鋼絲網骨架塑料複合管的顯著(zhe)特點
(1)抗(kàng)蠕變性能好,持久機械強(qiáng)度高。由於塑料在常溫及應(yīng)力作用下會發生蠕變,在較高持久應力作用下會發生脆性斷裂,因此純塑料管材的許用應力及承壓能力很低(一般在1.0MPa以內)。而鋼材的機械強度約是熱塑性塑料的10倍左右,且在塑料的使(shǐ)用溫度範圍內十分(fèn)穩定不發生蠕變。將鋼絲網骨架與塑料材料複合後(hòu),鋼絲網骨架可有效的約束塑料的蠕變(biàn),使塑料本身的持久強度也大大地提高。因此,鋼絲網骨架塑料(liào)複合管的(de)許用應力比塑料管提高了一倍(bèi)。具有(yǒu)超過普通純塑料管的強度、剛(gāng)性、抗衝擊性,類似於鋼管的低線膨脹係(xì)數和抗蠕變性等特點(diǎn)。
(2)剛(gāng)性、耐衝擊性好、尺寸(cùn)穩定性(xìng)好,又有適度柔性、剛柔相濟。鋼的彈性模量通常(cháng)是高密度聚乙烯(xī)彈性模量的200倍(bèi)左右,由於鋼(gāng)絲(sī)網骨架的加強作用使鋼絲網骨架塑料複合管的鋼性、耐衝(chōng)擊性及尺寸穩定性優於任何一種純塑料管材(cái)。且鋼絲網骨架本身又是一種柔性結構(gòu),從而使複合管在軸向(xiàng)上(shàng)也有一定(dìng)柔性。克服了塑料管的快速應力開裂現象,因(yīn)此具有剛柔(róu)結合的優點,在卸裝、運輸、安裝的適應性及如何運(yùn)行的可靠(kào)性方麵均表現優異。地上安裝可節省支座數量,成本低;地下安裝可有效承受由於沉降、滑移、車輛等造成的突發性衝(chōng)擊荷載。小口徑管(guǎn)材可適當彎曲,隨地勢起伏布置或蛇形布置,節省管件(jiàn)。
(3)熱膨脹(zhàng)係數(shù)小。鋼絲網骨架塑料複合管在網狀鋼骨架的約(yuē)束下,複合管材的熱膨脹性大大(dà)改善,低於任何一種常用的塑料管材,實驗結果表明,埋地(dì)管道安(ān)裝時,一般可(kě)不(bú)用熱補償裝置,管材采用蜿蜒狀(zhuàng)鋪(pù)設即可起到吸收(或釋放)的作用,從而(ér)使安(ān)裝(zhuāng)成本降低。
(4)不會發生快速(sù)開裂。純塑料管特別是(shì)大口徑純塑料管在低溫時持久環向應力的作(zuò)用下,易產生由局部缺陷、應力集(jí)中造成的(de)快(kuài)速(sù)開裂(liè),因此目前國際上對管材塑料的抗快(kuài)速開(kāi)裂性能提出了(le)很高(gāo)的要求,而低(dī)碳鋼不存在(zài)脆性斷裂的問題,鋼網的存在使(shǐ)塑(sù)料的(de)變形及應(yīng)力均不會達到(dào)使其(qí)產生快速開裂的臨界(jiè)點。因此從理論(lùn)上講,鋼絲網骨架塑料(liào)複合管不存在快(kuài)速開裂。
(5)鋼、塑兩種材料複合均勻可(kě)靠。目前市場上的塑料複合管由於鋼、塑之間的複合麵是連續規(guī)則的接口,長期使用在交(jiāo)變應(yīng)力的作用(yòng)下易脫層(céng),導致連接處泄露。與(yǔ)內襯塑鍍(dù)鋅(xīn)鋼管相(xiàng)比,鋼絲網骨架塑料複合管是網狀結構通過專門(mén)的熱熔膠使塑料與(yǔ)鋼絲網緊密結合且渾然一體。兩種材(cái)料(liào)相互約束力(lì)大而均勻,應(yīng)力集中小。
(6)雙麵防腐。鋼絲網骨架通過(guò)專用熱熔(róng)膠複(fù)合在塑料之中(zhōng),管材內外(wài)表麵具有相同防腐性能,耐磨,內壁(bì)光滑,輸送阻力小(xiǎo),不結垢,不結蠟,節能效果明顯(xiǎn),用於埋地輸送及(jí)有腐蝕性環境(jìng)條件下更加經濟方便。
(7)自示蹤性好(hǎo)。由於鋼絲網骨架的存在,使埋入地下的鋼絲網骨(gǔ)架塑料複合管(guǎn)可以用通常的磁性探測的辦法尋找定位,避免由於其他挖掘作業造成的破壞。
(8)導熱係數低,冬季使(shǐ)用外壁不需(xū)保溫,夏季使用亦不結(jié)露。
(9)衛生無毒,無汙染環境,無二次汙染。
(10)專用電熔接頭,品種多樣,安裝十分快捷可靠。
2 鋼絲網骨架塑(sù)料複合管安裝
2.1 施工(gōng)流程
管溝開挖→管材、管(guǎn)件現場檢查→管材、管件搬運及安裝就位→管(guǎn)肋支撐調整→電熔焊接→冷卻→回填至-500mm→分段強度(dù)、嚴密壓力(lì)試驗→回填至地坪標高→管道整體密閉性(xìng)壓力(lì)試驗→與係統管網連(lián)接→工程驗收(shōu)。
2.2 檢驗
施工前應(yīng)對管材、管(guǎn)件進行檢驗,是否符合標準要求,如外觀、尺寸、及其他要求,不符合要求的一律不得(dé)投入到使用。
2.3 下料
由於管道的轉(zhuǎn)彎、開三通與(yǔ)變徑時,需要待定的長度,根據所需圖紙設計的長度尺寸,將管材截(jié)斷。管長應考慮管件的承插深度、管口打磨餘量(切割平整(zhěng)的可不給考慮)及增加(jiā)上的封口環厚度(一般為3~5mm)。
2.4 管材表麵預處理
為了提高熔接性(xìng)能,管材(cái)的熔接麵(miàn)需去氧化層。De50~De200管道宜采用手刮刀(玻璃片),由於小口徑管壁較薄,隻要去除氧化層(céng)為宜。De250~De500管道宜采用打磨處理,提(tí)高效率。去氧化層時應均勻刮整個周邊,麵麵俱到,不允許漏刮。刮削(xuē)長度大於管件承插深度30mm。管(guǎn)件內壁同樣的需(xū)做清潔(jié)處理,小口徑的采用酒精擦洗,大口(kǒu)徑的可采用刮去表皮處理,刮好後要用帶酒精(95°以上)或丙酮的(de)清潔抹布或棉紗做好內外管(guǎn)材、管件表麵的清潔,使熔接麵不(bú)許有泥、油、及(jí)其它汙(wū)物(wù)。
2.5 承插組裝
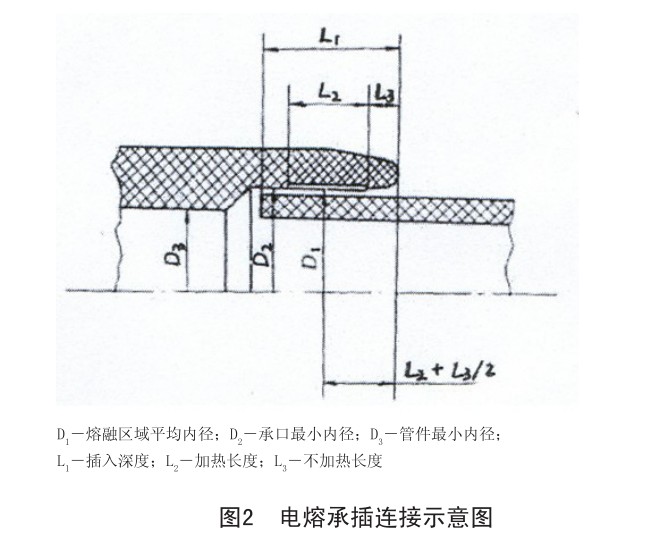
組裝時要保(bǎo)證管件、管材端口幹燥,不充許有水珠進行裝配。預先在(zài)管材端口做好管件的承插深度記號,確(què)保(bǎo)管(guǎn)材承插到位(如圖2所示),保證熔接(jiē)質量(liàng)。如承插不(bú)到位,加(jiā)熱部分露空,融熔接麵積減少,承壓能力大大降低,且焊(hàn)接(jiē)時管件內將會塑料熔塌,造成管件焊穿。承插時先將管件套在管(guǎn)材的一端,稍(shāo)緊時采用榔頭輕輕敲打而(ér)進。另一頭,De50~De250口(kǒu)徑的采用榔頭敲打管材末(mò)端以使(shǐ)承插到位。De315~De500大口徑管材采用(yòng)扶正器、手搖葫蘆(拉緊(jǐn)器(qì))輔助承插到位。承插時記號(hào)剛好外露管件邊緣,不允許有過插、未插到位、管(guǎn)件不居(jū)中等現象。安裝完(wán)後,將管件與管材(cái)連接處調(diào)整(zhěng)到同一個(gè)同心度、水平度,管件處不(bú)能出現嚴重的V字型(xíng),一(yī)般角度(dù)不超過15度。
2.6.3 電熱熔焊接步(bù)驟
(1)接電源。焊機電源有220V及二(èr)相380V兩(liǎng)種,使用前(qián)務必核對清楚。所使用的電纜致少3×6+1mm 2 規格,如輸送的距離過長,電纜需適(shì)當加(jiā)粗,減(jiǎn)少線損。
(2)試焊機。接好電源後,對(duì)焊機進行調試,檢查能否正常工作。
(3)接管件。將焊機的輸出線與管件的接線柱連接好,不得有鬆動,導致接觸不良(liáng)。
(4)開始焊接。焊接按(àn)起動“按鈕”時,電壓、電流“調節器”必須回零位置。起動後,緩慢調整電壓電流“調節器”使電壓、電流到設定值,調節時不能過快,一般以電壓逐一(yī)上漲為準。
(5)調整參數。焊接時可能出現電壓、電流有上(shàng)漲過快,由於天氣(qì)、配(pèi)合(hé)間隙、材料不(bú)同使焊接參數有所影響等(děng),即應根據不同情況對參數做暫停、延長、縮短等調整。
(6)記錄參數。焊接時記錄好焊接參(cān)數,以便對施工質(zhì)量跟蹤分析。
(7)焊接完畢。完成焊接後,拆除輸出線與管件的連接。觀察管(guǎn)件溫度是否正常,左右前後(hòu)溫(wēn)度有無較大差異,冒料是否影響美觀。在(zài)寒(hán)冷氣候(-5℃以下)和大風環境條(tiáo)件下進行焊接連接操作時,應采取(qǔ)保護措施(可在管件安(ān)裝、焊接處通過搭建簡易棚升溫),未采取措施的不能進行施(shī)工。
2.6.4 電(diàn)熱熔連(lián)接的要點
(1)焊接前,應對管材部位的表(biǎo)麵進行預處理,使用砂輪片將表麵打毛,去除氧化層,暴露新鮮材料。處理後應保證有比(bǐ)較緊密的配合尺寸(cùn),保證打(dǎ)磨圓滑、均(jun1)勻。
(2)施工現(xiàn)場應有一個萬(wàn)用表(biǎo)對管件的發熱組件部分進行檢測,檢測合(hé)格後的管件表明內部電路係統完整,可以按照產品說明書要求的參數進行通電(diàn)熔接(jiē)。
(3)電熔焊接(jiē)的關鍵因素(sù)是對焊接溫度及(jí)塑料熔體壓力進行嚴格的控製。通過對工作電壓、電流和時間的優化控製(zhì)能量的輸入,將熔體保持焊接部位(wèi)並形成一定的內壓力。焊接時的內壓力來自於塑料熔體(tǐ)受熱過程中的膨(péng)脹。電熔管件的兩端未纏繞發熱電(diàn)熱絲,在管材管(guǎn)件(jiàn)配合間隙均勻的情(qíng)況(kuàng)下其兩(liǎng)端的溫(wēn)度相對低很多,限製熔體的向外流動及由此產(chǎn)生的發熱絲(sī)的移動,使(shǐ)焊接部位保(bǎo)持了(le)一定的內壓力,從(cóng)而(ér)保證(zhèng)了焊接的效果。實踐證明,熔接的最佳溫度是180℃~230℃之間(jiān)。
(4)管材與管件配(pèi)合的均勻性(xìng)也對焊接(jiē)的效(xiào)果產生(shēng)很大的影響(xiǎng)。管材、管件兩者之間連(lián)接界麵(miàn)的間(jiān)隙越均(jun1)勻,意味著(zhe)焊接部位的圓周上的熔化溫度(dù)會均勻提(tí)高,在相同的時間內達到熔化溫度;反之,間隙偏差過大,導(dǎo)致焊接區(qū)域無法同時達到熔化溫度,使得焊接不均勻,焊(hàn)接效(xiào)果(guǒ)不(bú)良。管件間隙以0.5~1.5mm為(wéi)最(zuì)佳。
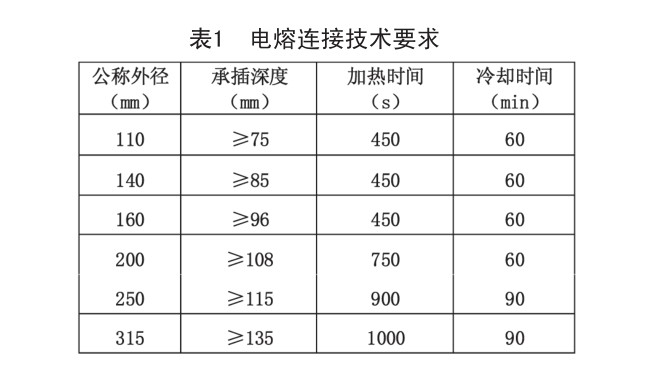
(5)在熔合及冷卻過程中,不得移動(dòng)、轉動接頭的(de)部(bù)位及兩側的管道,不得在連接部位和管(guǎn)道上(shàng)施加任何外力。電熔連接承插深度、加(jiā)熱(rè)時間及冷卻(què)時間應符合表(biǎo)1要求。
2.7 試壓(yā)
試壓驗收前,試壓管段除管道接(jiē)口外露外,管頂覆土厚度不(bú)小於0.5m,必要時需設(shè)置臨時支撐,使管道在承壓時不產生運動。當管道最後一個焊接頭焊完一小時以(yǐ)上,方可注水進行壓力試驗(yàn)。
3 管道安裝時應注意的問(wèn)題
(1)鋼絲網骨架聚乙(yǐ)烯複合(hé)管架空敷設時,支架、吊架(托架)應采用橋梁式托架架空。采用金屬(shǔ)支架時,支架與管道接觸麵應設置橡膠類彈性保護填層。
(2)搬運管道必須輕抬,輕放,嚴禁在溝槽內拖拉或用鏟車,叉(chā)車,拖拉(lā)機牽引等設(shè)施運管材。
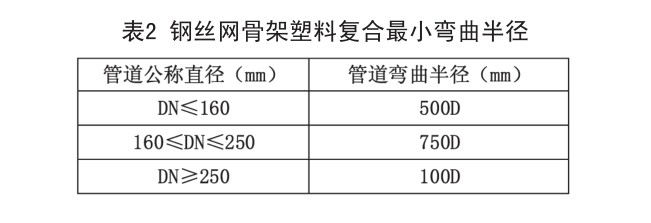
(3)管道埋地敷設,管道上無承插接頭時,管道最小彎曲半徑應符合表2規定,管道上有承插接頭時,管道彎曲半(bàn)徑不小於125D。
(4)DN100mm以下的埋地管道宜蛇形敷設,並(bìng)可隨地形彎曲敷設。
(5)DN100mm以上(shàng)的埋地管道有充分的土壤阻(zǔ)力消除應力,無(wú)需預留管長。
(6)管道和(hé)其他材質的管材、管件連接處應設置(zhì)獨立的混凝土支撐件;與金屬閥門、消火栓連接處需設閥門井,且開啟閥門等力矩不得直接作用在管道係統上。
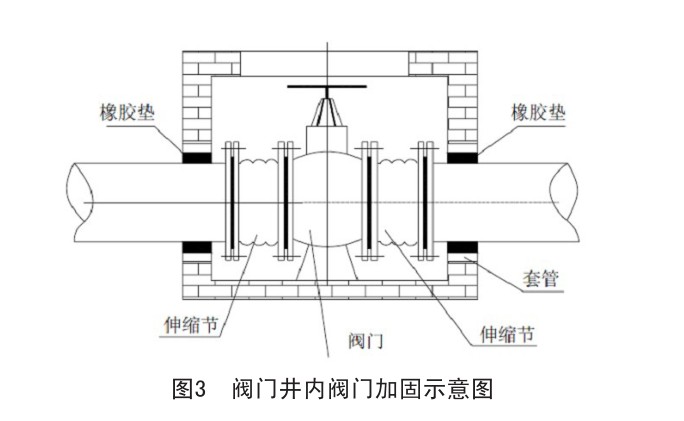
(7)在安裝(zhuāng)閥(fá)門時(shí),閥(fá)門的重量不能直接作用在(zài)管材或管件上,應采取防止(zhǐ)造成外加拉應力的措施。口徑大於100mm閥門應設支墩,必須進行足夠(gòu)的加固。在閥門井(jǐng)內應設置卡環、短接、支墩(dūn)等固定閥門的裝置(如圖3所示)。
(8)管道試壓合格後的大麵積回填,管道內應(yīng)充滿水,不應在空管狀態全麵(miàn)回填。回填過程中注意防止管道位移和產生破壞管道的現象(xiàng)。
4 結(jié)束語
新型鋼絲網骨架塑料複合管的安裝施工不是一項十分複雜的技術(shù)工作,但連接質量卻與施工人員的素質和工作態度有很大的關係。目前安裝存在的質量問題(tí),主要因操作人員普遍對PSP管道連接結(jié)構機理理解不深,操作者不清楚安裝(zhuāng)質量標準(zhǔn),把握不好安裝要點造成的。所(suǒ)以,工(gōng)程技術人(rén)員隻有及時了解掌握各種新材料、新技術、新工藝的標準要(yào)求,並加強對施工人員的教育培訓,注重施工經驗積累,才能確(què)保鋼絲網骨架塑料複合管等新(xīn)型管材的安裝質量符合標準和要求。
2.6 管道電熱熔連接
鋼絲網骨架塑料複合管一般可采用電(diàn)熱熔連接和(hé)法蘭連接兩種連接方式。
2.6.1 電熱熔連接的原理
電熱熔連接是將複合管材插到電熱熔管件中,對預埋(mái)在管(guǎn)件內(nèi)表麵的電熱絲通電使其發熱。管件(jiàn)內表麵被熔化而產(chǎn)生熔(róng)體,熔體(tǐ)膨脹(zhàng)並充(chōng)滿管材(cái)與管件的間隙,直至把管材外表麵也熔化也(yě)產生熔體,兩種熔體互相纏繞在一起,冷卻成型後,管(guǎn)材與管件便緊密連接為(wéi)一體。
2.6.2 電熱熔連接的優點
(1)電熱熔焊接技術施工方便(biàn)、迅速,可實施連續安裝組對,統一焊接(jiē)。
(2)焊接可靠性好(hǎo)。與其它連接方式(shì)相(xiàng)比,強度(dù)和密封性好。
(3)保持管道內壁光(guāng)滑,不影響流通麵積。
(4)適用於不同的牌號、不同熔融指數的HDPE原料(liào)生產的管材管件的連接(jiē)。














】金鄉這位企業家用創新創造演繹出彩人生")
瑞管業投資物流包裝製品產業園項目,舉行開工儀式")
接頭(tóu)卷邊不對稱問題(tí)的探討")
選(xuǎn)用方式分(fèn)析")
業pe給水管")
施工質量控製")
道熱熔焊接(jiē)工藝參數的(de)實驗")
