1 1 概述
隨著科學技術的發展,PE 給水管道是一種新型(xíng)材料,但是發展卻十分(fèn)迅速,由於具有物理性能(néng)優(yōu)越、工期快,工藝簡(jiǎn)單、管材(cái)環保、節約能源(yuán)、重量輕(qīng)及成(chéng)本低等特點,而被廣泛應用於城市供水工程建(jiàn)設中。但是 PE 管材也有缺點,如存(cún)在熱脹冷縮現象,空管在受重壓及日光暴曬下易發生變形,以及管件熱熔連接時,易出現接口脫(tuō)裂。為了有效解決這些問題 ,必(bì)須加強對 PE 給水(shuǐ)管道的施工安裝技術的(de)認識,並(bìng)通過水壓試驗驗證(zhèng)質量。
2 2 E PE 管的施工安裝
PE 管道係統的安裝建設部已(yǐ)有 CJJ63-2008《燃氣用聚乙烯管道(dào)工程技術規程》和(hé)CJJ101-2004《埋地聚(jù)乙(yǐ)烯給水(shuǐ)管道工程技術規程》,這兩本規程對 PE 管道係(xì)統的連接安(ān)裝,已有明確的規定。因此,我們必須按照規程規定(dìng)的要求,嚴格抓好(hǎo)安裝施(shī)工,把(bǎ)好質量關,才能保證 PE 管網的運行(háng)效果和(hé)使用壽(shòu)命。
2 2. .1 1 管溝(gōu)槽開挖
(1)溝槽開挖以(yǐ)直線為宜,槽底開挖寬度:公稱外徑 dn≤400mm 時,槽(cáo)底(dǐ)寬度≥dn+300mm ;公稱外徑 400mm<dn≤630mm 時,槽底寬度≥dn+450mm。遇到管道(dào)在地下連接時,應適當增加接(jiē)口處槽底寬度,管道槽(cáo)底寬度不(bú)宜小於 dn+500mm,以方便安裝對接(jiē)為宜。
(2)溝槽(cáo)底部要求平整、密實,無尖(jiān)銳物體。溝底可以有起伏,但必(bì)須平滑地支撐管材(cái),若有超挖(wā)時,必須回填(tián)夯(bèn)實。溝底遇有廢舊(jiù)構築物、硬石、木頭、垃(lā)圾等雜物,須在(zài)清除後加鋪一層不小於(yú) 15cm 厚度的砂土或素土,並平整夯實。
2 2. .2 2 管道連接
聚乙烯管道連接接口不像鋼管那樣具有(yǒu)無損檢測技術來驗證合格與(yǔ)否,其質量控製措(cuò)施最主要是靠連接施工過程的控製。為(wéi)此,必須嚴格執行國家質量監(jiān)督檢驗(yàn)檢疫總局頒布的TSGD2002)2006《燃氣用聚乙烯管道焊接技術規則(zé)》,以確保連(lián)接接口的質量。PE 給水管道連接有熱熔連接和(hé)電熔連接。熱熔連接(jiē)又分熱熔承插連接和熱熔對(duì)接連接,電熔連接分為電熔承(chéng)插連接和電熔鞍型連接[2]。本文主(zhǔ)要介紹熱熔連接施工方法。
1)首先選(xuǎn)好焊接機具和工藝(yì)
焊接機具包(bāo)括熱熔對接焊(hàn)機(jī)和電(diàn)熔焊機。焊接機具除滿足相應的國家標 準GBPT20674.1-2006 和 GBPT20674.2-2006 外(wài),還應當符合以下要求:
(A)焊接機(jī)具正常(cháng)的工作溫度(dù)範圍為-10℃~+40e。如果要超出此溫度範圍工作,需要焊機製造單位和施工單位協商(shāng),采取適當的保護措施。
(B)除滿足(zú)國家計量法有關規定外,焊接機具在完成2000個焊口(但最長不超過12個月),必須進(jìn)行校準和檢定,保存相應記錄,確保焊接機具經(jīng)常處於良好的工作狀態。
2)焊接過程的控製
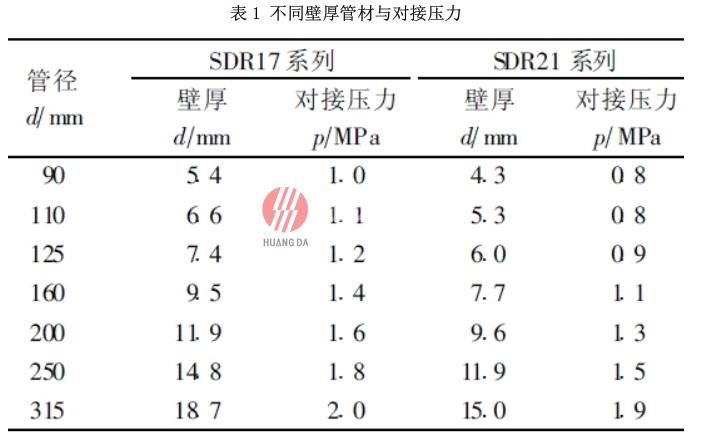
確定好焊(hàn)接工(gōng)藝和(hé)焊接機(jī)具後,要嚴格(gé)按照(zhào)焊機說明和(hé)操作(zuò)步驟(zhòu)以及有關聚乙烯焊接質量控製要點來施工,接口質量(liàng)好壞主(zhǔ)要是焊接過程中形成的,焊(hàn)接溫度及對(duì)接壓力是關鍵,應嚴格控製。焊接加熱板溫度一般為 210~230℃。在筆者參與(yǔ)的施工中發現,因不同廠家生產的 PE 管(guǎn)材焊接溫度要(yào)求不同,施工前應了解廠家有關熔接(jiē)溫度。根據熔接工具要求及施工經驗,不同(tóng)壁厚(hòu)管材對接壓力(lì)不(bú)同,具體可按表 1 參考。
3)管道焊接質量檢驗
(1)在聚乙烯管電熔連(lián)接或熱(rè)熔對接時,應對所有接頭進行外觀檢驗,做好焊接自檢記錄。焊接自(zì)檢記錄內容應(yīng)包括電子數(shù)據自(zì)動打印記錄、焊工編號、焊縫位置(畫示意圖(tú))、焊接效果等,並納入竣工資料。
(2)熱熔對接(jiē)焊縫尚須抽樣切除翻邊進行檢查驗收,抽查數量應不少於熱(rè)熔對接焊(hàn)縫總數的 10%,且每個焊工不少於一個焊縫(féng)。
(3)聚乙烯管道連接完後,應加強(qiáng)施工自檢(jiǎn)和第三方驗收,並抽(chōu)取一定比例接口切開進行內部檢查(chá)。
4)熱熔對接
在對接焊機上(shàng)夾緊管材或管件,清潔管材或管件端口,檢查對接(jiē)焊機是否與管材直徑和規(guī)定的(de)對接匹配,移動可動夾具,將管材端部靠(kào)在(zài)銑刀上刨平。靠(kào)近壓力應滿(mǎn)足以使銑刀兩側能產生穩定的薄片。當管材端(duān)麵或(huò)管(guǎn)件端麵(miàn)平整並互相平行時,刨平工作就算完成了。降低壓力,保持銑刀(dāo)轉動以避免管材和管件起毛刺。向後移動夾具並移走銑刀,使對接(jiē)焊(hàn)機上(shàng)的管(guǎn)材或管件互相接(jiē)觸並檢(jiǎn)查對接(jiē)情況。管材或管件的插口端(duān)應盡可能對齊,不超過連接程(chéng)序中規定(dìng)的最大偏移量即管(guǎn)材壁厚(hòu)的 10%,不足 1mm 的按 1mm 計(jì)。刨平後管材(cái)和管件端麵之間的間隙應盡可能小,不應超過連接程序中規(guī)定的(de)最大間隙,具體為(wéi):
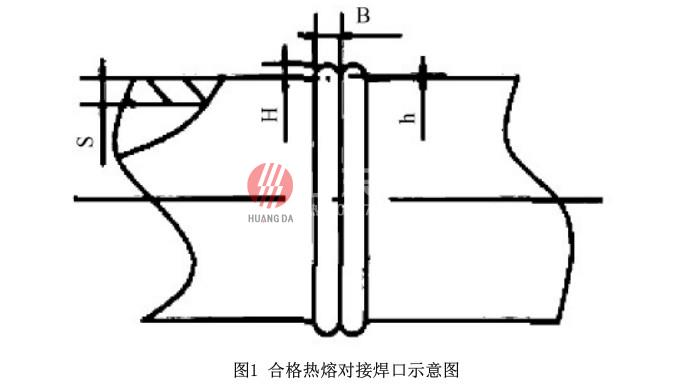
(1)dn<225mm 為 0.3mm;(2)225≤dn<400mm 為 0.5mm;(3)dn≥400mm 為(wéi) 1mm。檢查加熱工具,加熱工具上的聚乙(yǐ)烯殘留物應用(yòng)木質刮刀刮掉(diào);檢查加熱工具溫度是否正確;將(jiāng)加熱工具放在管材端麵之間,使對接焊機上的管材靠近(jìn)加熱工具並施加一定的壓力,直到熔(róng)化翻邊達(dá)到(dào)規定的寬度;降低壓(yā)力,使管材端麵和加熱工具之間剛好保持接觸;達到吸熱時間後,向後(hòu)移動對接焊機可動(dòng)夾具並移走加熱工具。快速(sù)檢查加熱後的管(guǎn)材端部,確定在移動加(jiā)熱工(gōng)具過程中(zhōng)是否損傷(shāng)熔融的端麵,然後再次移動對接焊機可動(dòng)夾具,使管材端麵接觸。在整個對接(jiē)過程和隨後的冷卻過程中,對接焊機應保持一定壓力(應重視關(guān)注冷卻(què)過程,冷卻好壞直接影響產品(pǐn)質量)。達到對接焊和冷卻時間後,卸去對(duì)接焊機的(de)壓力,使壓力為(wéi)零 。移動管材時,避免碰撞熔接處。熱熔焊時應特(tè)別注意卷邊(biān)、壓力(lì)和(hé)焊接時間的控製,嚴格按照規定的參數操作。合格的焊口應有兩翻邊,焊道翻邊卷到管外圓(yuán)周上,兩翻邊的形(xíng)狀、大小均勻一致,無氣孔、鼓泡和裂紋,兩翻邊之間的縫隙的根部不低(dī)於(yú)所(suǒ)焊管子的表麵。
焊環的寬度: : B=0. . 35~0. . 45S; 焊環的高度 :H=0. . 2~0. . 25S; 環縫的高度 :h=0. . 1~0. . 2S
2 2. .3 3 回填夯實
管(guǎn)道安裝敷設完畢(bì),待隱蔽工程驗收後,應(yīng)立即回填。回填時應防止槽內積水造成管道漂浮,如有積水,應及時排盡(jìn)。對石方、土石(shí)混合地段的管槽回填時,應先裝運粘土或(huò)砂土回(huí)填至(zhì)管頂 200~300mm,夯(bèn)實後再回填其它雜土。回填必(bì)須從管兩側同時(shí)回填,回填一層夯實一層。管道試(shì)壓(yā)前,一般情況下回填土不(bú)宜少於(yú) 500mm。管道試壓後的大麵積回填(tián),宜在(zài)管道內充滿水的情況下(xià)進行,管道敷設後(hòu)不宜長時間處於空管狀態。
2 2. .4 4 水壓試(shì)驗(yàn)
1)清(qīng)掃
(1)管道試壓前應進行清掃,工程長度超過 200m 的管道應采用分段吹掃。吹掃時采用壓縮空氣反複進行。壓縮空氣壓力(lì)不得大於(yú) 0.45MPa,溫度不宜超過 40e。壓縮機出口應安裝分離(lí)器和過濾器,以吹出的氣流無汙物為合格。
(2)所有閥門應在清管合格後再安裝。
2)試壓
水壓試驗靜水壓(yā)力為管道工作壓力的 1.5 倍(bèi),且試驗壓力不應(yīng)低於 0.8MPa,較為理(lǐ)想的水壓試驗方法為(wéi) CEN 試驗方法,分為兩個階段(duàn)進行試壓[3]。第一階段為(wéi)預試驗階(jiē)段(duàn):首先將試壓管道內的壓力降至大氣壓,並持續 60min。這一時段內(nèi)要保證沒有空氣進入(rù)管道。其次緩慢地(dì)將管道升壓至試驗(yàn)壓(yā)力並穩壓 30min,期(qī)間如壓力下降可注水補壓(但不得高於(yú)試(shì)驗(yàn)壓力)。檢查管道接口、配件等處有無滲漏現象(如有滲(shèn)漏現象則試壓不合格)。最後停止注水補壓並穩定60min,如60min後壓力(lì)下降至試(shì)驗壓(yā)力的70%以上,則繼續下一階(jiē)段的工作。如 60min 後壓力下降至試驗壓力的 70%以下,則試驗不合(hé)格,須查明原因。
第二階段為主試驗階段:在預試驗階段結束後,迅速(sù)將管道泄水降壓,降壓量(liàng)為試驗壓(yā)力的(de) 10%~15%。準確計量降壓所泄出的水量△V,計算允許泄出的最大水量△V max ,方(fāng)法參見文獻[3]。若△V>△V max ,停止試壓,排除管內過(guò)量空(kōng)氣,觀察並記錄30min的管內水壓變化情況(kuàng) 。若試壓管道剩餘壓力有上升趨勢,則水壓試驗結果合格;如上 30min 內試壓管道內(nèi)剩餘水壓無(wú)上升趨勢(shì),則再持續觀察(chá)60min,如在整個90min內壓力(lì)下降不超過0.02MPa,則(zé)水壓試驗結果合格。
3 3 結束語
總之,要想有效地保證 PE 管道的(de)質量,確保 PE 管道的技術優勢得以充分發揮(huī),就必須加強 PE 管道的施工安裝管理,對每個施工安裝環節嚴(yán)格把關,加(jiā)強質量控製。筆者相信,隨著 PE 管道的施工安裝技術不斷的提高和完善,PE 管道的(de)應用將會(huì)越來越廣泛。














動者風采】金鄉這位企業家用創(chuàng)新創造演(yǎn)繹出彩人生")
項目,舉行開工儀式")
熔接頭卷邊不對稱問題的探討")
水工程中供水(shuǐ)管材的選用方(fāng)式分析")
管")
纏繞排水管施工質量(liàng)控(kòng)製")
的實驗")
來五年(nián)發展(zhǎn)的目標")